Printing the Queensland first sideface stamps
This article is largely based on the work done by Butler in 1980. He in turn drew on the work by Bassett Hull in 1893/94 and Bornefeld in 1907. The issue of l879/80 comprised the first stamps to be produced in Queensland by the surface-printing process.
It was in 1876 that it was decided to replace the ‘Chalon Head’ stamps. The design had been in use since 1860 and with the exception of the Fourpence which was lithographed all had been printed from the steel plates engraved by Perkins, Bacon Ltd in London. The new stamps were to be surface printed and after Mr Knight, the head of the Lithographic Branch with the title of Engraver and Lithographer, had visited Sydney and Melbourne for advice it was decided to print them from locally made plates. William Bell of Sydney was asked to engrave a master die on steel but this did not materialise until May 1877.
Reproduction from the master die was done by the then new process of electrolytic deposition. In its very simplest form, the procedure was as follows. The master die was positioned on an appropriately sized flat slab of lead and then pressure was applied so that an impression of the design was transferred to the lead (Figure 1).
 |
| Fig 1 |
This impression was delicately polished. with plumbago and a very soft brush. The slab of lead which had now become a mould was suspended in a bath of copper sulphate solution opposite to a similarly suspended plate of pure copper and an electric current applied (Figure 2).
 |
| Fig 2 |
This caused a layer of copper to be deposited on the mould and this layer slowly increased in thickness. When the thickness was about that of a playing card the mould was removed from the bath.
It is necessary to appreciate that the only source of electricity was a primary battery and the apparatus at Mr Knight’s disposal could not have been much more sophisticated than that shown in this drawing from an 1890 textbook (Figure 3).
 |
| Fig 3 |
A dynamo for the generation of electric current was not available to the Queensland Printing Office at this time.
The copper layer or shell was carefully separated from the mould and backed up with type metal. This then was an electrotype of the master die and because the copper deposition had been of molecular fineness the detail of the design was precisely copied (Figure 4).
 |
| Fig 4 |
It had however taken three days to form the copper shell and as the intention was to print from plates of 120 subjects the first step to speed things up was to attempt to make a quadruple electrotype (Figure 5).
 |
| Fig 5 |
Four individual moulds were made ensuring by use of the drop hammer that the depth of impression was the same on each one. The four moulds were then placed face downwards on a flat surface and soldered together (Figure 6).
 |
| Fig 6 |
After cleaning up and polishing this quadruple mould was put into the copper sulphate bath and a quadruple shell produced. This again was backed up with type metal and probably looked like the model shown in Figure 9.
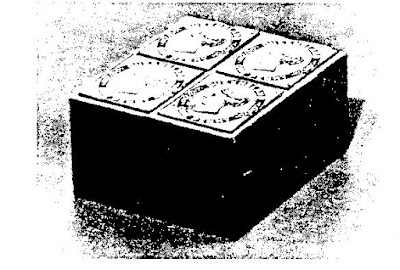 |
| Fig 7 |
This was successful but it became apparent that four was the largest multiple which could be made by this method because in spite of careful polishing of the mould the separation of the shell from the mould was not easy and with a larger multiple almost certainly the shell would be damaged.
It was decided therefore that the first quadruple electrotype be regarded as a master quadruple electrotype and used in the same way as the single steel master die had been used. In this way, a number of quadruple moulds could be made easily and this allowed several copper shells to be made simultaneously. Thirty quadruple electrotypes were needed for the plate of 120 subjects and in Figure 8 they are shown assembled in six rows of five ready for the printing machine. This sketch illustrates the wrought iron frame (the chase), the necessary packing (the reglets and furniture) and the wedges (quoins) which lock the whole as a solid unit.
 |
| Fig 8 |
The white areas on the master quadruple electrotype were recessed and would be in relief on the lead mould. The design was intricate in places and it was not difficult for some minor damage to be done during the polishing operation. The damage was in fact minimal but what there was faithfully reproduced on the copper shell. When the shell was removed from the mould it is also likely that the engraver did a little cleaning up with his graver. The overall alterations from the original design were very small but they were sufficient to make each unit of the quartet slightly different from its neighbour and these differences were reproduced on every electrotype made from the master.
It is possible to describe the characteristics of the individual stamps in the quartet for any denomination but it is not always easy to see the characteristic which has been described. This is because superimposed on the differences of the master electrotype will be the differences which arose on each production electrotype as it was being made. The major examples of these secondary differences are the PENGE, QO and QUEENSbAND varieties already mentioned. Further complications arise because it is apparent that two and not one master quadruple electrotype were used to make the One Penny production electrotypes. Figure 9 shows the major difference between these two masters which have been labelled Die I and Die II respectively in the catalogues. On all four stamps of the Die II quartet the horizontal white frame line is prolonged to meet the oval. This looks as though it resulted from a slip of the engraver’s tool when he was cleaning up the electrotype but it is surprising that he made the same slip four times in the same place on the design. A case can be made that there was a secondary single master die made from William Bell’s original steel die, and that the so called Die II. Certainly William Knight did not differentiate between Die I and Die II. All were One Penny quadruple electrotypes to him and an examination of proof sheet shows that there was a mix of Die I and Die II electrotypes.
 |
| Fig 9 |
This first setting is known as Plate 1. Later there was a Plate 2 which was a re-shuffle with the same electrotypes in different positions and a consequent change in location of the QO variety (Figure 10).
 |
| Fig 10 |
Rather surprisingly, the other denominations were derived from One Penny quadruple electrotypes rather than by the production of an individual secondary master die for each. These were most probably prepared by cutting away the unwanted words of value from a lead mould on all four subjects of an electrotype leaving blank spaces in the positions previously occupied by the words ONE PENNY. The words of the new denomination were then engraved by hand on each subject in turn to produce the master quadruple electrotype. Because the new wording was done by hand there are differences in the lettering from one stamp to the next, this provides an additional aid, and on some denominations, a more easy method of identifying the position of a stamp within its quartet. The Twopence was the first other denomination to be produced and this utilised the Die I One Penny electrotype. All the other denominations and a later replacement for the Twopence (the catalogued Die II stamps), were derived from the Die II One Penny electrotype. This is shown diagrammatically in Figure 11.
 |
| Fig 11 |











No comments:
Post a Comment